

风管生产线的功能
一条完整的风管生产线应该实现以下功能:
1.卷料选料,下料功能;可以选择2-6种不同厚度或者材质的卷料。
2.压紧、较平功能;该功能是对卷料加工前的调整过程,防止产生废料。
3.打孔、倒角、切槽功能;该功能可以完成风管安装孔的制作,避免后期打孔带来的不便。

4.切断功能;该功能将板料从卷料脱离,进行下一步加工。
5.传输功能;方便卷料自动进行下一工序的加工。
6.咬口;该功能实现对板料的压边操作,制作联合角。
7.共板法兰成型;该功能是制作双面共板法兰的关键步骤。
8.折弯成型;后一道工序完成,共板法兰矩形风管已经成型了。
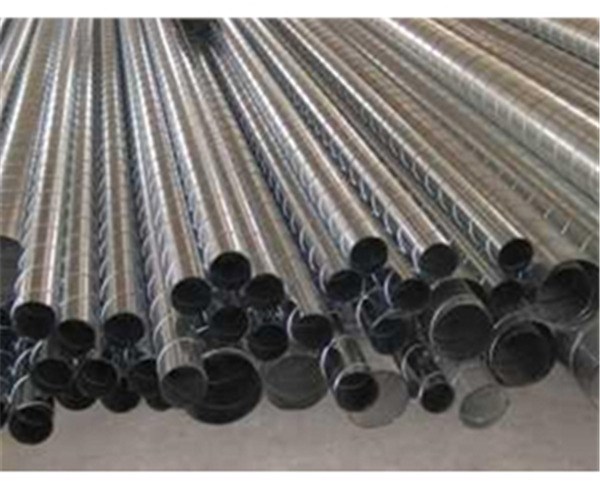
星空体育下载入口app 加工质量控制要点
星空体育下载入口app 加工应采用咬口连接或铆接,咬口缝紧密、宽度一致,风管应无明显扭曲与翘角,表面应平整。而要达到这一效果,我们对风管的加工过程应控制好以下质量要点:
1、风管与法兰铆接前先进行技术质量复核,管段留出10mm翻边量。
2、在连接法兰铆钉时,铁皮风管,必须使铆钉中心线垂直于板面,让铆钉头把板材压紧,使板缝密合。
3、铆接法兰应使用液压铆钉机机械铆合,铆接要牢固,不能出现铆钉脱落和漏铆现象。

4、风管与法兰连接时翻边宽度不小于6mm,翻边均匀平整,紧贴法兰,矩形风管,翻边不得遮住螺孔,合肥风管,四角必须铲平,不能出现豁口。
5、剪板机、咬口机等设备使用前要根据板材厚度调整好,以保证风管的加工精度。
风管加工设备上应覆盖柔性材料,且不得影响设备操作;风管半成品、成品必须整齐放置在方木上,严禁多层堆放造成风管变形;风管成品长时间堆放时应用塑料薄膜覆盖,避免积灰。




 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


