

不锈钢螺旋风管上有何提问及怎样回答?
在不锈钢螺旋风管上,应怎样来贴风管的保温材料,对于这个,其实操作起来是很简单的。一般来讲,是使用橡塑保温棉这一材料来进行的,通过胶水,中央空调风管,将其与不锈钢螺旋风管相贴合,即可。
为何不锈钢螺旋风管适合用于大口径的管道?

这是因为,对不锈钢螺旋风管而言,由于其是带钢条一次卷制成型的,所以在耐压上是非常好的,因此,才会得出上述结论。而且,在材料上,主要是为镀锌铁带、不锈钢带或者是软铝带等。在厚度上,也是有一定要求的。
不锈钢螺旋风管,其在材料厚度上,对应不同情况,是否有不同要求?
这一问题,可以说其答案是肯定的,而且,也是毫无疑问的。并且,在材料厚度一定的情况下,在材料宽度上,一般是为0.3—1.2mm。如果,是根据管直径来选用的话,那么,管直径与厚度之间,是要相匹配的,这样才行。
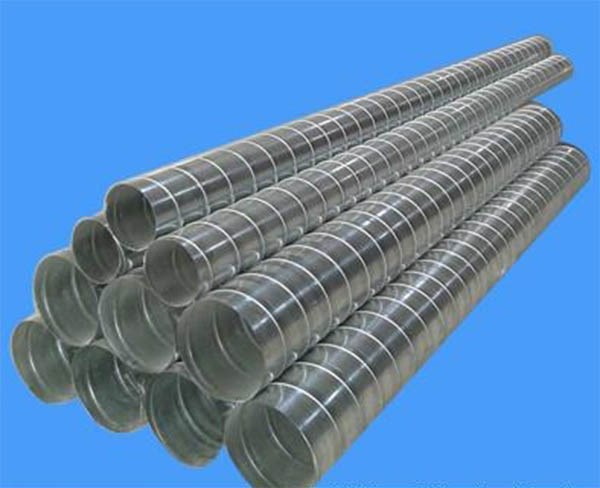
螺旋钢管用途,螺旋钢管生产手艺
螺旋钢管是以带钢卷板为原材料,常常温揉捏成型,以主动双丝双面埋弧焊手艺焊接而成的螺旋缝钢管。
( 1 )原材料即带钢卷,焊丝,焊剂。在投入前都要经过过程峻厉的理化考验。
( 2 )带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。
( 3 )螺旋风管成型前,带钢经过过程矫平、剪边、刨边,表面清算输送和予弯边措置。
( 4 )选用电接点压力表操控输送机两头压下油缸的压力,保障了带钢的安稳输送。
( 5 )选用外控或内控辊式成型。
( 6 )选用焊缝空位操控设备来保障焊缝空位对劲焊接需求,管径,错边量和焊缝空位都获得峻厉的操控。
( 7 )内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,而后获得安稳的焊接标准。
( 8 )焊完的焊缝均经过过程在线接连超声波主动伤仪查看,保障了 100%的螺旋焊缝的无损检测笼盖率。若犯短处毛病,主动报警并喷涂符号,生产工人依此随时调剂手艺 参数,实时消弭短处毛病。

( 9 )选用空气等离子切割机将钢管切成单根。
( 10)切成单根钢管后,每批钢管都要进行峻厉的首检准则,查看焊缝的力学性能,化学成分,溶合景象,钢管表面质量以及经过过程无损探伤考验,保障束管手艺合格后,才调正式投入生产。
( 11 )焊缝上有接连声波探伤符号的部位,经过过程手动超声波和 X
射线复查,如确犯短处毛病,经过过程修补后,再次经过过程无损考验,直到认可短处毛病现已消弭。
( 12 )带钢对焊焊缝及与螺旋焊缝订交的丁型接头的地址管,悉数经过过程 X 射线电视或拍片查看。
( 13 )每根钢管经过过程静水压测验测验,不锈钢通风管道,压力选用径向密封。测验测验压力和时刻都由钢管水压微机检测设备峻厉操控。测验测验参数主动打印记实。
( 14 )管端机械加工,使端面笔挺度,坡吵嘴和钝边获得切确操控。
分析螺旋风管连接要求
螺旋风管是常用的建筑材料,今天就为大家介绍风管连接要求:
1)单壁螺旋风管直径≤600mm采用芯管插接加自攻螺丝连接方式,直径>600mm采用角钢法兰连接。
2)双壁螺旋风管直径<650mm采用机械法兰连接,直径≥650mm采用角钢法兰连接。

二、双壁螺旋风管制作一般规定。
1)外层螺旋风管镀锌板为热镀锌,其外层镀锌板厚度同单壁螺旋风管要求。
2)内层板为0.55mm厚的穿孔镀锌板,穿孔率应在30%以上。
3)中间保温层采用厚度为25mm、密度为32kg/m3的玻璃棉做保温吸声,外贴碳化无纺布。
三、单壁螺旋风管制作。
钢带架上装好成卷的薄钢带,安徽风管,薄钢带通过切断与焊接机构进入压制成型工作部分,成型工作头(专用模具)使通风管道按规定的管径锁缝成形。成型螺旋管沿成品架不断加工,向前延长,移动锯根据所需尺寸截取卷好的圆形螺旋通风管。然后从成品架上卸下放至成品区,按系统编好号。




 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


