

螺旋风管用于通风行业,其优势体现在哪?
螺旋风管,如果它用在通风行业中,那么其优势,一般可以体现在以下这几个方面,为:
方面一:经济性
(1)在同等管径下,螺旋风管的板厚能够降低10%—15%。
(2)其能够降低造价,并且在吊装时,效率要比矩形风管的高一倍左右。
方面二:可能性
(1)在同等板厚和管径下,螺旋风管的强度更高。

(2)在同等截面下,螺旋风管的结构张力更加合理,刚性更好,因此能够大大降低噪音和震动。
(3)在同等长度下,螺旋风管中法兰连接个数更少,这样能大大提高系统的通风质量。
方面三:快捷性
(1)其施工效率高,施工周期短。
(2)能够实现机械化制作,因此生产效率更高。
(3)其吊装更加方便快速,并且现场施工工序少,不容易出错。





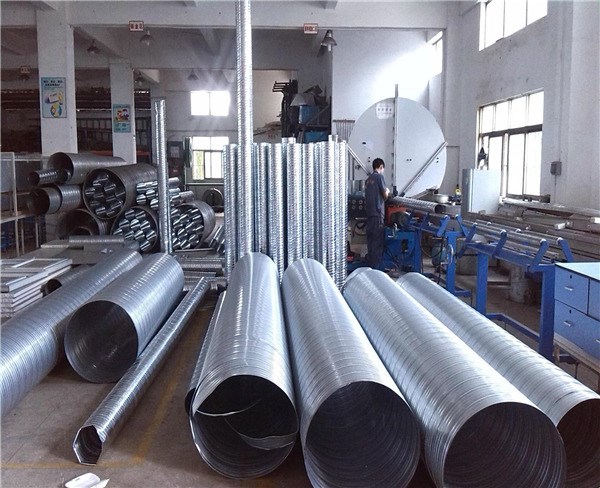
螺旋风管通风管道按材质分类一般有:
钢板风管(普通钢板)、镀锌板(白铁)风管、不锈钢通风管、玻璃钢通风管、塑料通风管、复合材料通风管、彩钢夹心保温板通风管、涂胶布通风管(如矿用风筒)、矿用塑料通风管等;
螺旋风管通风管道按用途分类一般有:
净化系统送回风管、中央空调通风管、工业送排风通风管、环保系统吸排风管、矿用抽放瓦斯管、矿用涂胶布风筒等;
螺旋风管通风管道按形状分类一般有:
圆形、矩形、螺旋形等;
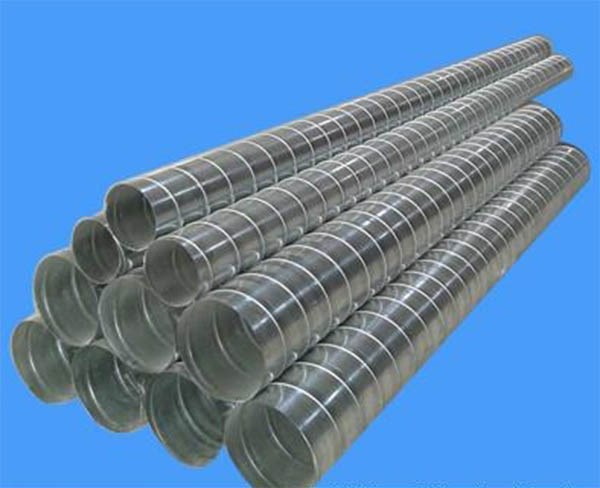
螺旋钢管用途,螺旋钢管生产手艺
螺旋钢管是以带钢卷板为原材料,常常温揉捏成型,以主动双丝双面埋弧焊手艺焊接而成的螺旋缝钢管。
( 1 )原材料即带钢卷,焊丝,焊剂。在投入前都要经过过程峻厉的理化考验。
( 2 )带钢头尾对接,不锈钢螺旋风管,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。
( 3 )螺旋风管成型前,双层螺旋风管,带钢经过过程矫平、剪边、刨边,表面清算输送和予弯边措置。
( 4 )选用电接点压力表操控输送机两头压下油缸的压力,保障了带钢的安稳输送。
( 5 )选用外控或内控辊式成型。
( 6 )选用焊缝空位操控设备来保障焊缝空位对劲焊接需求,管径,错边量和焊缝空位都获得峻厉的操控。
( 7 )内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,而后获得安稳的焊接标准。
( 8 )焊完的焊缝均经过过程在线接连超声波主动伤仪查看,保障了 100%的螺旋焊缝的无损检测笼盖率。若犯短处毛病,复合螺旋风管,主动报警并喷涂符号,生产工人依此随时调剂手艺 参数,实时消弭短处毛病。

( 9 )选用空气等离子切割机将钢管切成单根。
( 10)切成单根钢管后,每批钢管都要进行峻厉的首检准则,查看焊缝的力学性能,化学成分,溶合景象,钢管表面质量以及经过过程无损探伤考验,保障束管手艺合格后,才调正式投入生产。
( 11 )焊缝上有接连声波探伤符号的部位,经过过程手动超声波和 X
射线复查,如确犯短处毛病,经过过程修补后,再次经过过程无损考验,合肥螺旋风管,直到认可短处毛病现已消弭。
( 12 )带钢对焊焊缝及与螺旋焊缝订交的丁型接头的地址管,悉数经过过程 X 射线电视或拍片查看。
( 13 )每根钢管经过过程静水压测验测验,压力选用径向密封。测验测验压力和时刻都由钢管水压微机检测设备峻厉操控。测验测验参数主动打印记实。
( 14 )管端机械加工,使端面笔挺度,坡吵嘴和钝边获得切确操控。




 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


