


浅谈在通风除尘行业使用广泛的螺旋风管
随着国民经济快速发展和技术水平的不断提高,各行各业几乎都需要做排风通风系统,那么,螺旋风管有何优点值得大家如此去追捧呢?
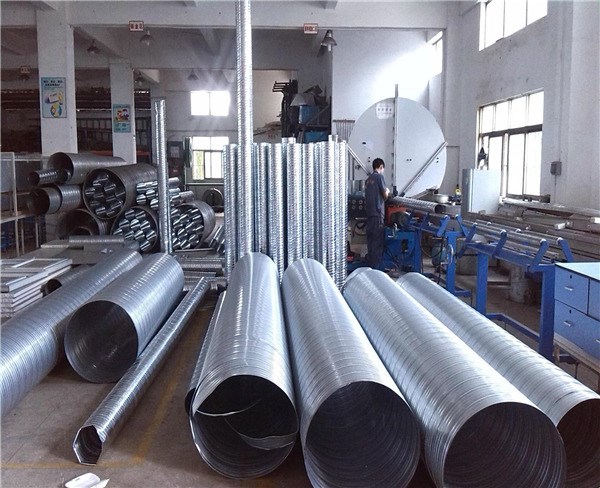
1.焊接方式独特,铁皮螺旋风管设备,采用全新的低温焊接形式,对产品镀锌层不产生破坏,焊点牢固,焊缝美观,密封性好,焊后不需要对焊缝进行任何处理。
2.机械成型风管的制作使优质镀锌板不受伤害,镀锌层不被破坏,延长了使用寿命。
3.规格统一,尺寸标准,保证了管道内壁平整,光滑,因而便于洁净,使物料输送流畅。
4.自成型法兰能使管道材质统一,不再使用角钢法兰,减轻管道重量达20%以上,因此建筑物的承荷能力可大大减小,从而减少了建筑物的总体造价。
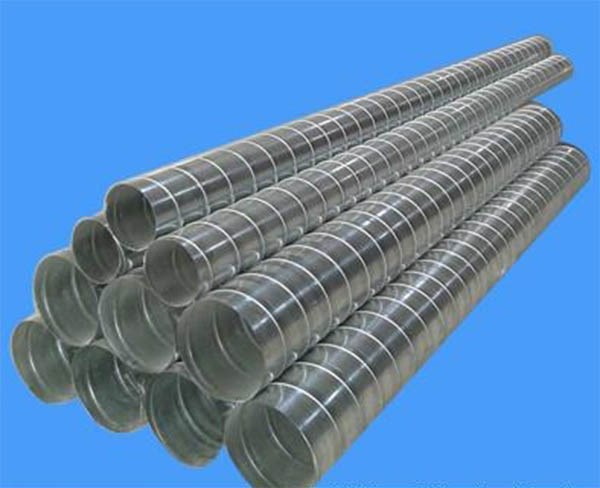
5、增强管道美观,外观漂亮,结构精巧,线条流畅,性能优越,安装外露的风管,特别适用本产品。
6.典型的圆形风管件长一般3—6米,矩形管件长1—1.5米,减少了管件的连接点,使管件结合部的泄漏减小。
7.机械化流水线制作的管件及接头和零配件都有标准的密封圈,由于是标准化,工厂化生产,因而气密性更好。
8.机械成型的压筋和加强筋,提高管壁的强度,可节约材料厚度,降低成本。螺旋管的咬口潜缝厚度是管体的4倍,使管道的刚性非常大,具有很强承受压力的性能,特别是负压尤其特出。
9.科学的接缝,咬口方法,能保证管道气体流畅,而不影响管道流通口径。
因此,机械化流水线制作,提高了生产效率,有效地缩短了交货周期。先进的计算机工艺控制程序下料,制作,保证了管道的部件尺寸,从而保证了安装施工快捷,方便,提高了工作效率和经济效益。





螺旋风管制作操作要点
1.螺旋风管与法兰连接,如采用翻边尺寸应为6mm―9mm翻边应平整,不得有孔洞。
2.圆形螺旋风管的三通或四通,其夹角宜为15―60度,螺旋风管哪家好,夹角的允许偏差应小于l度。
3.螺旋风管各管段的连接应采用可拆卸的形式,螺旋风管加工厂,管段的长度宜为1.8―4.0,焊接风管和螺旋风管可适当加长。
螺旋风管上的消声器制做与安装操作要点
1.消声器和消声弯管应单独设支架,其重量不得由风管承受。
2.消声材料的选用应符合设计的防水、防腐、防潮要求。
3. 消声片单体安装、固定端不得松动,片距应均匀。
4.消声器的穿孔板应平整,孔眼排列应均匀,不得有毛刺,其穿孔率应符合设计的要求。

焊接螺旋风管需要注意的问题:
焊前准备
(1)根据板厚形式,采用机械加工、等离子孤切割或碳弧气刨等方法下料加工坡口,为了避免飞溅金属损伤,在使用碳弧气刨和开坡口和手工电弧焊接时,应在坡口两侧涂上石灰粉。
(2)坡口形式宜采用V 形坡口,要采用较小的焊接电流,这样可以防止不锈钢产生晶间腐蚀。
(3)为了满足接头具有相同的性能,安徽螺旋风管,应遵循“等成分”原则来选择焊接材料,同时要注意接头中的铁素体不能太多,这样是为了增强接头抗热裂纹和晶间腐蚀能力。
(4)应采用严格的定位焊,遵循“短而厚”、“点焊不焊透”的原则。






 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


