


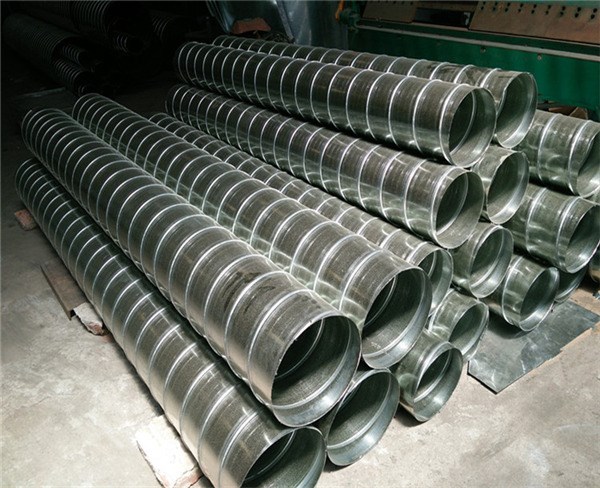
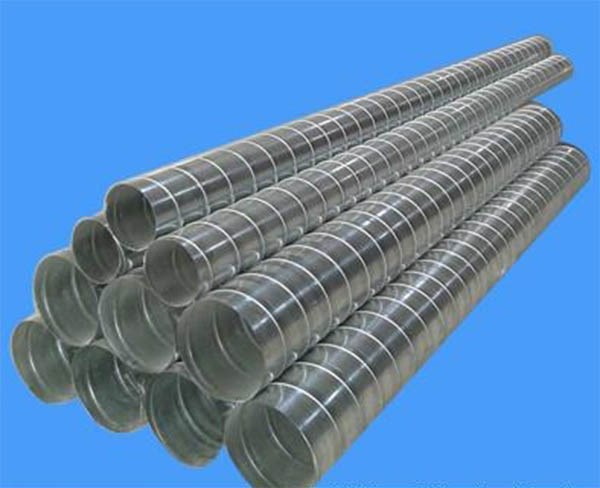
螺旋风管机 - 螺旋风管的优点
1) 产品配套性好、标准化程度高;
2) 密闭性强;
3) 通风损耗小;通风噪声小,圆管优于方管。
4) 工厂检测方便;
5) 抗均衡外压(负压)程序;
6) 材料省;
7) 安装方便,连接点少,安装空间位置小,马鞍山螺旋风管,安装成本低。
8) 安装整体布局美观,档次高。
9) 日常保养清洗方便。
10) 断面湿周小、沿程阻力小、能量损失更小。






螺旋风管制作操作要点
1.螺旋风管与法兰连接,如采用翻边尺寸应为6mm―9mm翻边应平整,不得有孔洞。
2.圆形螺旋风管的三通或四通,其夹角宜为15―60度,螺旋风管设备,夹角的允许偏差应小于l度。
3.螺旋风管各管段的连接应采用可拆卸的形式,管段的长度宜为1.8―4.0,螺旋风管厂家价格,焊接风管和螺旋风管可适当加长。
螺旋风管上的消声器制做与安装操作要点
1.消声器和消声弯管应单独设支架,其重量不得由风管承受。
2.消声材料的选用应符合设计的防水、防腐、防潮要求。
3. 消声片单体安装、固定端不得松动,片距应均匀。
4.消声器的穿孔板应平整,孔眼排列应均匀,不得有毛刺,其穿孔率应符合设计的要求。

焊接螺旋风管需要注意的问题:
焊前准备
(1)根据板厚形式,采用机械加工、等离子孤切割或碳弧气刨等方法下料加工坡口,为了避免飞溅金属损伤,螺旋风管制作,在使用碳弧气刨和开坡口和手工电弧焊接时,应在坡口两侧涂上石灰粉。
(2)坡口形式宜采用V 形坡口,要采用较小的焊接电流,这样可以防止不锈钢产生晶间腐蚀。
(3)为了满足接头具有相同的性能,应遵循“等成分”原则来选择焊接材料,同时要注意接头中的铁素体不能太多,这样是为了增强接头抗热裂纹和晶间腐蚀能力。
(4)应采用严格的定位焊,遵循“短而厚”、“点焊不焊透”的原则。






 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


